





解析3#飛剪在工藝改進(jìn)后的相關(guān)應(yīng)用
出處:wszqw 發(fā)布于:2011-08-31 22:02:51
一、引言:
在高速線材生產(chǎn)中,飛剪控制系統(tǒng)是生產(chǎn)線的重要組成部分,其可靠性直接影響到生產(chǎn)效率及經(jīng)濟(jì)效益。本文針對(duì)沙鋼榮盛高線3#飛剪控制系統(tǒng)在軋制Φ8、Φ10規(guī)格高速線材為提高軋制節(jié)奏而改變生產(chǎn)工藝后出現(xiàn)的常見(jiàn)問(wèn)題進(jìn)行討論。
二、系統(tǒng)概述:
1、系統(tǒng)控制原理
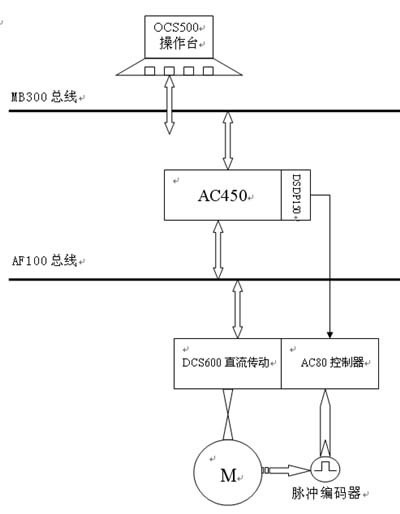
3#飛剪由ABB提供的小型控制器AC80控制,通過(guò)一臺(tái)DCS600直流傳動(dòng)裝置實(shí)現(xiàn)對(duì)飛剪的同步定位、切頭切尾、故障剪切等功能。其控制還通過(guò)與軋線控制相關(guān)總線MB300、AF100與主控臺(tái)OCS500系統(tǒng)、軋線AC450 PLC實(shí)現(xiàn)數(shù)據(jù)交換,PLC = Programmable Logic Controller,可編程邏輯控制器,一種數(shù)字運(yùn)算操作的電子系統(tǒng),專為在工業(yè)環(huán)境應(yīng)用而設(shè)計(jì)的。它采用一類可編程的存儲(chǔ)器,用于其內(nèi)部存儲(chǔ)程序,執(zhí)行邏輯運(yùn)算,順序控制,定時(shí),計(jì)數(shù)與算術(shù)操作等面向用戶的指令,并通過(guò)數(shù)字或模擬式輸入/輸出控制各種類型的機(jī)械或生產(chǎn)過(guò)程。是工業(yè)控制的部分。 從而達(dá)到遠(yuǎn)程操作、主控臺(tái)參數(shù)設(shè)定、實(shí)時(shí)提供報(bào)警等一系列功能。其控制網(wǎng)絡(luò)圖見(jiàn)圖1。
2、飛剪動(dòng)作概述
該飛剪由一臺(tái)西門子214kW的直流電機(jī)拖動(dòng),其軸編碼器把飛剪位置信號(hào)傳送至傳動(dòng)裝置作為反饋,傳感器工作原理的分類物理傳感器應(yīng)用的是物理效應(yīng),諸如壓電效應(yīng),磁致不同樣式的傳感器(16張)伸縮現(xiàn)象,離化、極化、熱電、光電、磁電等效應(yīng)。被測(cè)信號(hào)量的微小變化都將轉(zhuǎn)換成電信號(hào)。化學(xué)傳感器包括那些以化學(xué)吸附、電化學(xué)反應(yīng)等現(xiàn)象為因果關(guān)系的傳感器,被測(cè)信號(hào)量的微小變化也將轉(zhuǎn)換成電信號(hào)。向傳感器提供±15V電源,激磁電路中的晶體振蕩器產(chǎn)生400Hz的方波,經(jīng)過(guò)TDA2030功率放大器即產(chǎn)生交流激磁功率電源,通過(guò)能源環(huán)形變壓器T1從靜止的初級(jí)線圈傳遞至旋轉(zhuǎn)的次級(jí)線圈,得到的交流電源通過(guò)軸上的整流濾波電路得到±5V的直流電源,該電源做運(yùn)算放大器AD822的工作電源;由基準(zhǔn)電源AD589與雙運(yùn)放AD822組成的高穩(wěn)壓電源產(chǎn)生±4.5V的精密直流電源,該電源既作為電橋電源,又作為放大器及V/F轉(zhuǎn)換器的工作電源。當(dāng)1#傳感器檢測(cè)到軋件頭部信號(hào)或PLC接收到的預(yù)精軋14#軋機(jī)的咬鋼信號(hào)后,PLC依照剪切長(zhǎng)度及預(yù)精軋各軋機(jī)出口速度進(jìn)行頭部剪切延時(shí)計(jì)算、同時(shí)依照主控臺(tái)設(shè)定的超前量等計(jì)算飛剪速度參考值,并正確向傳動(dòng)裝置裝載控制字及速度設(shè)定值,一旦頭部由2#傳感器觸發(fā)后即按所計(jì)算的延時(shí)動(dòng)作剪切并借助飛剪剪切傳動(dòng)臂將軋件引入精軋機(jī)組。其尾部剪切動(dòng)作類同于頭部控制,主要用于剪切尾部壞料,該功能正常軋制時(shí)不用;對(duì)于故障切廢時(shí)則在時(shí)間觸發(fā)動(dòng)作將軋件引向碎斷剪。其控制流程見(jiàn)圖2。
3、故障現(xiàn)象
3#飛剪在正常生產(chǎn)過(guò)程主要用于切頭并導(dǎo)入精軋機(jī),其常見(jiàn)故障表現(xiàn)為提前切頭或不切頭,一般情況下屬于跟蹤信號(hào)出錯(cuò)或1#、2#傳感器信號(hào)不佳引起。從故障現(xiàn)象上分析就是軋件在3#剪剪切后遇到某種阻力造成頭部彎曲而堆鋼。
三、故障原因分析
1、3#飛剪出現(xiàn)的撞頭子現(xiàn)象多數(shù)是由于飛剪后轉(zhuǎn)轍器不平或飛剪出現(xiàn)鈍口及新更換剪刃后間隙未調(diào)整到位所至。轉(zhuǎn)轍器包括基本軌、尖軌和轉(zhuǎn)轍機(jī)械。當(dāng)機(jī)車車輛要從A股道轉(zhuǎn)入B股道時(shí),操縱轉(zhuǎn)轍機(jī)械使尖軌移動(dòng)位置,尖軌1密貼基本軌1,尖軌2脫離基本軌2,這樣就開(kāi)通了B股道,關(guān)閉了A股道,機(jī)車車輛進(jìn)入連接部分沿著導(dǎo)曲線軌過(guò)渡到轍叉和護(hù)軌單元。這個(gè)單元包括固定轍叉心、翼軌及護(hù)軌,作用是保護(hù)車輪安全通過(guò)兩股軌線的交叉之處。
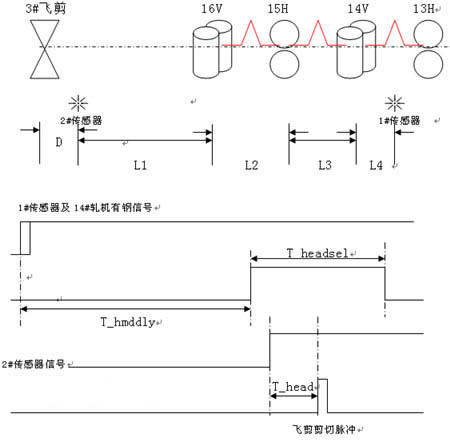
T_hmddly=L4/v13+L3/v14+L2/v15+L1/v16
T_head=(D+L_head+l_correction)/v16-t_start
其中T_headsel為一個(gè)固定的時(shí)間,飛剪觸發(fā)動(dòng)作必須在其時(shí)間段內(nèi)方能動(dòng)作以防止誤動(dòng)作。L_head為主控臺(tái)設(shè)定切頭長(zhǎng)度,l_correction為補(bǔ)償長(zhǎng)度,t_start為飛剪起動(dòng)時(shí)間。
2、由于3#飛剪出現(xiàn)撞頭子現(xiàn)象比較偶然,從現(xiàn)場(chǎng)操作人員反映的情況來(lái)看多數(shù)為速度不穩(wěn)定,在故障出現(xiàn)的時(shí)候好象3#飛剪的剪切速度比正常剪切時(shí)明顯要慢,為此主控臺(tái)也針對(duì)這種故障把飛剪的超前量加大,時(shí)超前量達(dá)到23%左右,但在實(shí)際生產(chǎn)過(guò)程中仍出現(xiàn)此類故障。
此外電氣人員也對(duì)飛剪的設(shè)定速度和實(shí)際速度進(jìn)行了跟蹤比較,同樣未能發(fā)現(xiàn)有何異常,此間我們還對(duì)傳動(dòng)柜速度反饋的相關(guān)參數(shù)進(jìn)行了優(yōu)化并更換了編碼器及計(jì)數(shù)模板,同樣收效甚微。編碼器以轉(zhuǎn)動(dòng)時(shí)輸出脈沖,通過(guò)計(jì)數(shù)設(shè)備來(lái)知道其位置,當(dāng)編碼器不動(dòng)或停電時(shí),依靠計(jì)數(shù)設(shè)備的內(nèi)部記憶來(lái)記住位置。這樣,當(dāng)停電后,編碼器不能有任何的移動(dòng),當(dāng)來(lái)電工作時(shí),編碼器輸出脈沖過(guò)程中,也不能有干擾而丟失脈沖,不然,計(jì)數(shù)設(shè)備記憶的零點(diǎn)就會(huì)偏移,而且這種偏移的量是無(wú)從知道的,只有錯(cuò)誤的生產(chǎn)結(jié)果出現(xiàn)后才能知道。
由于3#飛剪這種故障在生產(chǎn)過(guò)程中屢次發(fā)生,其造成的切廢量及由此產(chǎn)生的熱停工時(shí)間日益增加,已成為制約生產(chǎn)的一大因素,為此工段領(lǐng)導(dǎo)責(zé)成對(duì)3#飛剪故障進(jìn)行攻關(guān)。
四、問(wèn)題的發(fā)現(xiàn)及解決
3#飛剪在初的生產(chǎn)階段中從未出現(xiàn)過(guò)這種故障,在確認(rèn)機(jī)械設(shè)備及電氣傳動(dòng)及速度反饋正常的情況下仍出現(xiàn)剪切后堆鋼說(shuō)明問(wèn)題還在現(xiàn)場(chǎng)某個(gè)環(huán)節(jié)上。經(jīng)過(guò)對(duì)前一段時(shí)間出現(xiàn)故障的數(shù)據(jù)記錄進(jìn)行統(tǒng)計(jì),我們發(fā)現(xiàn)這種故障都出現(xiàn)在軋制Φ8、Φ12兩種規(guī)格過(guò)程中,這里必須提到的是:我們高線廠為了提高生產(chǎn)節(jié)奏及設(shè)備運(yùn)轉(zhuǎn)率對(duì)Φ8、Φ12兩種規(guī)格產(chǎn)品的生產(chǎn)工藝進(jìn)行了修正,其中預(yù)精軋的13#、14#兩臺(tái)機(jī)架空過(guò),其相應(yīng)的活套也取消不用,而3#飛剪的剪切動(dòng)作及速度設(shè)定就與其中的相關(guān)信號(hào)有著千絲萬(wàn)縷的聯(lián)系,問(wèn)題肯定就出在這里。
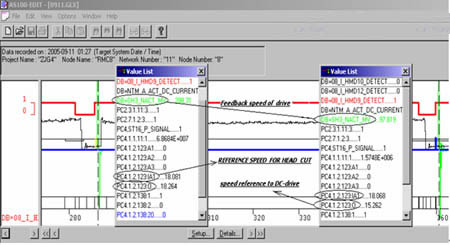
對(duì)此我們采用ABB提供的AS100-EDIT應(yīng)用軟件全程對(duì)3#飛剪剪切動(dòng)作的相關(guān)信號(hào)進(jìn)行跟蹤,終我們?cè)陲w剪剪切的故障記錄中發(fā)現(xiàn)了故障點(diǎn),在PLC掃描的記錄中我們不難發(fā)現(xiàn)故障剪切時(shí)由PLC發(fā)送至傳動(dòng)柜的速度設(shè)定值不是我們的頭部剪切速度給定值,該速度參照量(線速度)明顯在比正常剪切的速度要慢3m/s,如圖3中標(biāo)注示意。
結(jié)合對(duì)飛剪控制程序的進(jìn)一步研究我們發(fā)現(xiàn)其故障剪切速度實(shí)際上是裝載了尾部剪切的設(shè)定值。為什么頭部剪切時(shí)反而使用了尾部剪切的速度,其觸發(fā)頭部剪切的兩個(gè)信號(hào)中有一個(gè)已丟失了,即14#軋機(jī)有鋼信號(hào)沒(méi)有,所以正常軋制時(shí)只能靠1#傳感器的信號(hào)來(lái)控制,如果恰巧在頭部剪切前出現(xiàn)則導(dǎo)致裝載尾部剪切設(shè)定值。
對(duì)癥下藥則一切水到渠成,通過(guò)對(duì)飛剪控制程序作一定優(yōu)化后,我車間再未因1#傳感器信號(hào)原因而造成飛剪剪切后堆鋼,Φ8、Φ12高速線材的生產(chǎn)步入新臺(tái)階。
版權(quán)與免責(zé)聲明
凡本網(wǎng)注明“出處:維庫(kù)電子市場(chǎng)網(wǎng)”的所有作品,版權(quán)均屬于維庫(kù)電子市場(chǎng)網(wǎng),轉(zhuǎn)載請(qǐng)必須注明維庫(kù)電子市場(chǎng)網(wǎng),http://hbjingang.com,違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
本網(wǎng)轉(zhuǎn)載并注明自其它出處的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)轉(zhuǎn)載時(shí),必須保留本網(wǎng)注明的作品出處,并自負(fù)版權(quán)等法律責(zé)任。
如涉及作品內(nèi)容、版權(quán)等問(wèn)題,請(qǐng)?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
- 工業(yè)視覺(jué)檢測(cè)系統(tǒng)技術(shù)參數(shù)與選型運(yùn)維指南2026/1/4 14:50:21
- 工業(yè)視覺(jué)檢測(cè)系統(tǒng)核心知識(shí)解析2025/12/29 11:23:21
- 工業(yè)級(jí)電磁閥技術(shù)參數(shù)與選型運(yùn)維指南2025/12/29 11:06:44
- 工業(yè)控制系統(tǒng)遠(yuǎn)程訪問(wèn)安全實(shí)操指南2025/12/25 10:04:23
- 工業(yè)控制系統(tǒng)網(wǎng)絡(luò)安全防護(hù)實(shí)操指南2025/12/25 9:53:54

- 高速PCB阻抗控制核心實(shí)操規(guī)范
- 高速數(shù)字系統(tǒng)(如DDR、SerDes)中的信號(hào)完整性濾波
- MOSFET在UPS電源中的應(yīng)用解析
- 電源管理IC在物聯(lián)網(wǎng)設(shè)備中的應(yīng)用
- SMT連接器焊接缺陷分析
- MOSFET在汽車電子中的應(yīng)用要求
- 通信設(shè)備電源管理IC應(yīng)用解析
- 通信設(shè)備連接器選型與設(shè)計(jì)
- PCB電磁兼容性(EMC)設(shè)計(jì)核心實(shí)操規(guī)范
- 物聯(lián)網(wǎng)節(jié)點(diǎn)低功耗設(shè)計(jì):信號(hào)鏈中的濾波與功耗管理


