





解析高微細電火花加工系統(tǒng)
出處:in.eccn.com 發(fā)布于:2011-09-02 21:17:22
1 微細電火花加工的特點
微細電火花加工的原理與普通電火花加工并無本質(zhì)區(qū)別。其加工的表面質(zhì)量主要取決于電蝕凹坑的大小和深度,即單個放電脈沖的能量;而其加工則與放電間隙、工藝系統(tǒng)穩(wěn)定性、電極損耗等因素密切相關。
微細電火花加工是利用脈沖電源,將高頻放電能量輸向放電間隙,靠產(chǎn)生的高溫熱效應等綜合效應實現(xiàn)對材料的去除,從而達到對工件加工的目的。但因被加工的孔徑細微,一般在<5~100μm之間,因此要達到加工的尺寸和表面質(zhì)量要求,還有一些特殊的要求。微細電火花加工有以下一些特點:
1.1 放電面積很小
微細電火花加工的電極一般在<5~100μm 之間,對于一個<5 μm 的電極來說,放電面積不到20μm2 ,在這樣小的面積上放電,放電點的分布范圍十分有限,極易造成放電位置和時間上的集中,增大了放電過程的不穩(wěn)定,使微細電火花加工變得困難。
1.2 單個脈沖放電能量很小
為適應放電面積極小的電火花放電狀況要求,保證加工的尺寸和表面質(zhì)量,每個脈沖的去除量應控制在0. 10~0. 01μm 的范圍內(nèi),因此必須將每個放電脈沖的能量控制在10 - 6~10 - 7 J 之間,甚至更小。
1.3 放電間隙很小
由于電火花加工是非接觸加工,工具與工件之間有一定的加工間隙。該放電間隙的大小隨加工條件的變化而變化,數(shù)值從數(shù)微米到數(shù)百微米不等。放電間隙的控制與變化規(guī)律直接影響加工質(zhì)量、加工穩(wěn)定性和加工效率。特別是微細電火花加工中,放電間隙的大小與穩(wěn)定程度更是微孔加工得以成功的關鍵。
1.4工具電極制備困難
要加工出尺寸很小的微小孔和微細型腔,必須先獲得比其更小的微細工具電極。在以往的微細電火花加工中的,微細工具電極一般采用專門加工后,二次安裝到機床主軸頭上的方法,此時明顯存在著微細電極的安裝誤差及變形誤差等,難以保證工具電極與回轉(zhuǎn)主軸的同軸度等。線電極電火花磨削出現(xiàn)以前,微細電極的制造與安裝一直是制約微細電火花加工技術發(fā)展的瓶頸問題。
2 微細電火花加工系統(tǒng)的總體方案設計
根據(jù)以上微細電火花加工的特點分析,在參閱大量國內(nèi)外有關微細電火花加工及相關的技術研究成果基礎上,設計并研制了一臺微細電火花加工系統(tǒng)原理樣機。該系統(tǒng)分為機械和電氣兩大部分,機械部分主要由4部分組成:橫軸布局旋轉(zhuǎn)主軸、步進電機及壓電陶瓷伺服進給裝置、制作微細電極的反拷系統(tǒng)和讀數(shù)顯微鏡,其構成框圖如圖1 所示。
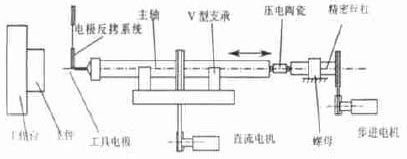
圖1 微細電火花加工系統(tǒng)機械構成示意圖
2.1 橫軸布局陶瓷V型支承旋轉(zhuǎn)主軸系統(tǒng)
在常規(guī)的電火花加工機床上,一般是將C 軸(旋轉(zhuǎn)軸) 安裝在Z 軸移動部件上,帶動電極完成旋轉(zhuǎn)運動的。因此C 軸與Z 軸之間不可避免地存在平行度誤差。微細電火花加工要求主軸的回轉(zhuǎn)應在1 μm 以內(nèi),因此主軸系統(tǒng)的科學合理設計是至關重要的。另外,采用陶瓷V型塊支承,還可實現(xiàn)主軸與床身的電氣絕緣,有助于減小電火花加工時的寄生電容,從而進一步提高加工。
2.2 帶有壓電陶瓷的宏微伺服進給系統(tǒng)
步進電機及壓電陶瓷伺服進給系統(tǒng)的構成如圖1 所示。單片機控制的步進電機以微步距旋轉(zhuǎn),再通過絲杠和螺母產(chǎn)生微進給,在0~5 mm 范圍內(nèi)實現(xiàn)主軸分辯率為0. 6 μm 的宏進給,由單片機控制的壓電陶瓷驅(qū)動器可在0~14μm 的范圍內(nèi)實現(xiàn)分辨率為3. 42 nm 的微進給。由于壓電陶瓷的響應速度快,可很好地滿足微細電火花加工的高進給和短路時快速回退的要求。由步進電機和壓電陶瓷復合組成的電火花加工主軸伺服進給系統(tǒng),不僅可實現(xiàn)較大行程的電火花加工,而且可實現(xiàn)很高的進給分辨率和定位,并能快速響應,實現(xiàn)電火花高效穩(wěn)定加工。
2.3 工具電極反拷系統(tǒng)
用簡單形狀的微細電極進行微細孔和微三維結構的加工,已經(jīng)成為當前微細電火花加工的主流技術之一。因此,微細電極的精密、高效制作在微細電火花加工中占有極為重要的地位。微細電極制作的傳統(tǒng)方法主要有兩種:一是把通過冷拔得到的細金屬絲矯直;另一種方法是用切削、磨削等方法制作。目前常用的電極在線制作方法主要有塊反拷加工和線電極電火花磨削(WEDG)兩種。
2.4 微細電火花加工系統(tǒng)的電氣控制系統(tǒng)
微細電火花加工系統(tǒng)的電氣控制部分采用PC機控制下的以單片機為的控制系統(tǒng),具體包括控制系統(tǒng)、微能RC 脈沖電源、直流電機及步進電機驅(qū)動控制電路、放電過程監(jiān)測電路和接觸感知及測量電路,其構成如圖2所示。
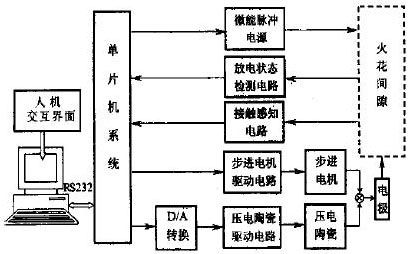
圖2 微細電火花加工系統(tǒng)的電氣控制系統(tǒng)構成
單片機作為計算機控制著整個系統(tǒng)的實時操作,其操作的指令來源于上位機的RS - 232 通訊。微能脈沖電源采用了由本文原創(chuàng)的低電壓技術,單脈沖火花放電能量由通常的10 - 6~10 - 7 J 降至可達10 - 12 J 數(shù)量級,很好地滿足了微細電火花加工的需要。放電狀態(tài)檢測電路由分壓、采樣保持和A/ D 轉(zhuǎn)換等幾部分組成。分壓電路的作用則是將開路時的高壓通過適當比例降低至A/ D 轉(zhuǎn)換器可以轉(zhuǎn)換的范圍。A/ D 轉(zhuǎn)換器是將間隙電壓的模擬信號轉(zhuǎn)換為計算機可以識別的數(shù)字信號,使得計算機可以根據(jù)A/ D 轉(zhuǎn)換器讀值, 進而決策下一步的執(zhí)行動作。
3 微細電火花加工系統(tǒng)的加工實驗
微細工具電極的極限加工能力是評價微細電火花系統(tǒng)性能的一項重要指標,也是加工相應尺寸微小孔和型腔的前提。以微細軸的加工為例,方法是將工具電極裝在主軸上作為工件,采用塊反拷或WEDG方法,使其不斷減小至要求尺寸。圖3 是使用本文研制的微細電火花加工系統(tǒng)加工的微細軸實例的掃描電鏡圖片,其直徑僅為ф4. 5μm[3 ] 。

圖3 ф4. 5μm 的微細軸
微小孔的尺寸也是評價樣機性能的一項非常重要的指標,圖4 是本系統(tǒng)加工的微小孔的實例,其直徑僅為ф8μm。
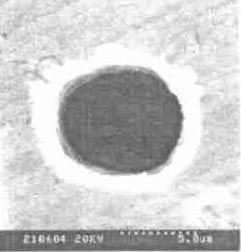
圖4 ф8μm 的微細孔
這里針對微細電火花加工特點,設計并研制了微細電火花加工系統(tǒng)。該系統(tǒng)主要由橫軸布局V型陶瓷結構旋轉(zhuǎn)主軸系統(tǒng)、微伺服進給系統(tǒng)、制作微細工具的反拷系統(tǒng)和電氣控制部分等幾部分組成。該系統(tǒng)成功地加工出了直徑僅為ф4. 5 μm 的微細軸和直徑僅為ф8μm 的微小孔。目前已經(jīng)達到了國內(nèi)、國際先進的水平。這標志著我國在微細電火花加工系統(tǒng)及應用方面取得了重大進展,很大程度地推動我們國家在微細電火花加工方面研究水平的提高。
上一篇:如何解決幾個主要設計難題
下一篇:FPGA在演化硬件中的應用研究
版權與免責聲明
凡本網(wǎng)注明“出處:維庫電子市場網(wǎng)”的所有作品,版權均屬于維庫電子市場網(wǎng),轉(zhuǎn)載請必須注明維庫電子市場網(wǎng),http://hbjingang.com,違反者本網(wǎng)將追究相關法律責任。
本網(wǎng)轉(zhuǎn)載并注明自其它出處的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品出處,并自負版權等法律責任。
如涉及作品內(nèi)容、版權等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關權利。
- 什么是氫氧燃料電池,氫氧燃料電池的知識介紹2025/8/29 16:58:56
- SQL核心知識點總結2025/8/11 16:51:36
- 等電位端子箱是什么_等電位端子箱的作用2025/8/1 11:36:41
- 基于PID控制和重復控制的復合控制策略2025/7/29 16:58:24
- 什么是樹莓派?一文快速了解樹莓派基礎知識2025/6/18 16:30:52



