





淺談TMS320F2812的高伺服位置環(huán)設(shè)計
出處:電子產(chǎn)品世界 發(fā)布于:2011-09-05 15:07:34
引言
伺服系統(tǒng)是使物體的位置、方位、狀態(tài)等輸出被控量能夠跟隨輸入目標(biāo)(或給定值)的任意變化的自動控制系統(tǒng)。它的主要任務(wù)是按控制命令的要求、對功率進(jìn)行放大、變換與調(diào)控等處理,使驅(qū)動裝置輸出的力矩、速度和位置控制的非常靈活方便。
機床是將金屬毛坯加工成機器零件的機器,是裝備制造業(yè)的母機,也是裝備制造業(yè)的引擎。現(xiàn)代機械制造中加工機械零件的方法很多:除切削加工外,還有鑄造、鍛造、焊接、沖壓、擠壓等,但凡屬要求較高和表面粗糙度要求較細(xì)的零件,一般都需在機床上用切削的方法進(jìn)行終加工。在一般的機器制造中,機床所擔(dān)負(fù)的加工工作量占機器總制造工作量的40%-60%,機床在國民經(jīng)濟(jì)現(xiàn)代化的建設(shè)中起著重大作用。我國“十一五”發(fā)展規(guī)劃明確規(guī)定:國產(chǎn)數(shù)控機床國內(nèi)市場占有率要達(dá)到60%,高端產(chǎn)品與國際先進(jìn)水平的差距縮小到5年以內(nèi)。
近年來,隨著電力電子技術(shù)、微電子技術(shù)、新型電機控制理論和稀土永磁材料的快速發(fā)展,永磁同步電動機得以迅速的推廣應(yīng)用。永磁同步電動機具有體積小,損耗低,效率高等優(yōu)點,在節(jié)約能源和環(huán)境保護(hù)日益受到重視的今天,對其研究就顯得非常必要。因此。這里對永磁同步電機的控制策略進(jìn)行綜述,并介紹了永磁同步電動機控制系統(tǒng)的各種控制策略發(fā)展方向
針對舊產(chǎn)品的信號處理時間長,電流與位置信號檢測低的不足,本系統(tǒng)以TMS320F2812 DSP為控制器,縮短了信號處理時間且提高電流采樣;位置檢測用多摩川的TS5667N120 17位式編碼器以提高了位置檢測。系統(tǒng)在數(shù)控加工中心的應(yīng)用中,具有定位無超調(diào)、高剛性、高速度穩(wěn)定性,達(dá)到了設(shè)計指標(biāo),可以滿足微米級加工的要求。
系統(tǒng)硬件設(shè)計
系統(tǒng)硬件以 TMS320F2812DSP控制器、三菱公司的IPM功率模塊、多摩川公司的TS5667N120 17位式編碼器為主要功能部件,硬件系統(tǒng)框圖如圖1所示。
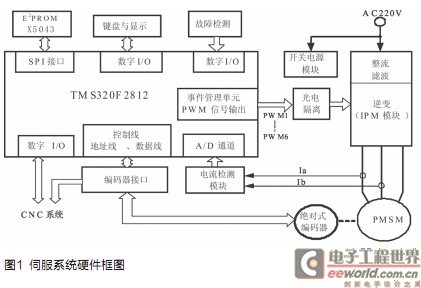
圖1中TMS320F2812 DSP為控制,接收來自CNC、編碼器接口、電流檢測模塊和故障信號處理模塊的信息,完成對永磁同步電機控制和故障處理。光電隔離模塊作為電子電路與功率主電路的接口,將DSP發(fā)出的SVPWM信號送入IPM模塊,完成DC/AC逆變,驅(qū)動電動機旋轉(zhuǎn)。編碼器接口將式編碼器所記錄的永磁同步電動機的磁極位置、電動機轉(zhuǎn)向和編碼器報警等信息送往DSP,同時將永磁同步電動機的位置信息送往CNC。電機相電流經(jīng)電流檢測模塊量測、濾波、幅度變換、零位偏移、限幅,轉(zhuǎn)化為0~3V的電壓信號送入DSP的A/D引腳。功率主電路的過壓、欠壓、短路、電源掉電和IPM故障等信號經(jīng)故障檢測模塊檢測與處理后,送入DSP的I/O端口。鍵盤與顯示模塊是控制器的人機接口,用以完成控制參數(shù)的輸入,運行狀態(tài)與運行參數(shù)顯示。存儲器模塊用以存儲控制參數(shù)與系統(tǒng)故障信息。
系統(tǒng)軟件設(shè)計
按任務(wù)劃分,系統(tǒng)軟件由任務(wù)與任務(wù)管理模塊構(gòu)成,任務(wù)管理模塊對人機接口、控制算法、加減速控制、故障處理等四個任務(wù)進(jìn)行調(diào)度管理。控制算法主要包括:調(diào)節(jié)器控制算法、矢量控制算法和數(shù)字濾波器算法等。
按照結(jié)構(gòu)化程序設(shè)計方法,遵循“功能獨立”的原則,將系統(tǒng)軟件劃分為主程序模塊和矢量控制程序模塊兩大部分,各部分又劃分為若干子模塊,以利于軟件設(shè)計、調(diào)試、修改和維護(hù)。矢量控制軟件設(shè)計采用典型的前后臺模式,以主程序作為后臺任務(wù),中斷服務(wù)程序作為前臺任務(wù)。根據(jù)矢量控制算法的特點,中斷服務(wù)程序只處理實時性高的PWM控制子程序,把系統(tǒng)的一些測量、鍵盤處理和顯示等一系列實時性不高的任務(wù)放到后臺任務(wù)。
矢量控制實現(xiàn)的基本原理是通過測量和控制異步電動機定子電流矢量,根據(jù)磁場定向原理分別對異步電動機的勵磁電流和轉(zhuǎn)矩電流進(jìn)行控制,從而達(dá)到控制異步電動機轉(zhuǎn)矩的目的。采用矢量控制方式的通用變頻器不僅可在調(diào)速范圍上與直流電動機相匹配,而且可以控制異步電動機產(chǎn)生的轉(zhuǎn)矩。由于矢量控制方式所依據(jù)的是準(zhǔn)確的被控異步電動機的參數(shù),有的通用變頻器在使用時需要準(zhǔn)確地輸入異步電動機的參數(shù),有的通用變頻器需要使用速度傳感器和編碼器。鑒于電機參數(shù)有可能發(fā)生變化,會影響變頻器對電機的控制性能,目前新型矢量控制通用變頻器中已經(jīng)具備異步電動機參數(shù)自動檢測、自動辨識、自適應(yīng)功能,帶有這種功能的通用變頻器在驅(qū)動異步電動機進(jìn)行正常運轉(zhuǎn)之前可以自動地對異步電動機的參數(shù)進(jìn)行辨識,并根據(jù)辨識結(jié)果調(diào)整控制算法中的有關(guān)參數(shù),從而對普通的異步電動機進(jìn)行有效的矢量控制。
主程序是軟件的主體框架,其工作過程是:系統(tǒng)上電復(fù)位后,依次對片內(nèi)外設(shè)進(jìn)行初始化、從E2PROM中讀出控制參數(shù)、LED顯示初始信息。初始化完成后,主程序循環(huán)執(zhí)行LED顯示、鍵盤處理和參數(shù)計算與保存。
PWM中斷服務(wù)。在PWM中斷到來時,首先讀取編碼信號,進(jìn)行角度和速度計算,接著進(jìn)行A/D采樣并執(zhí)行clark和park變換,然后進(jìn)行PI調(diào)節(jié)、反park變換,進(jìn)入空間矢量模塊,產(chǎn)生PWM信號。
控制器算法
系統(tǒng)采用三環(huán)控制結(jié)構(gòu),電流環(huán)、速度環(huán)采用PI控制,位置環(huán)采用比例加前饋補償控制。
PID控制算法
PID控制算法是控制中常用的算法,對于大多數(shù)的控制對象采用PID控制均能達(dá)到滿意的效果。為防止PID調(diào)節(jié)器出現(xiàn)過飽和,系統(tǒng)采用帶退飽和的PID控制器,如圖2所示。

離散PID控制算法如下:

式中,![]() 為飽和前的輸出,KP為PID控制的比例增益,Ti為PID控制的積分時間 常數(shù),Td為PID控制的微分時間常數(shù),Kc為退飽和時間常數(shù)。
為飽和前的輸出,KP為PID控制的比例增益,Ti為PID控制的積分時間 常數(shù),Td為PID控制的微分時間常數(shù),Kc為退飽和時間常數(shù)。
位置控制器的控制算法
位置控制器采用比例加前饋控制結(jié)構(gòu),如圖3所示,其中Gm為電機的傳遞函數(shù),Gspd為速度環(huán)的傳遞函數(shù),Gpos為位置環(huán)的傳遞函數(shù),F(xiàn)pos為位置前饋控制器傳遞函數(shù)。

系統(tǒng)的傳遞函數(shù)為:
當(dāng)Fpos(s)=1/(Gspd(s)Gm(s))時,H(s) =1,則可使輸出完全復(fù)現(xiàn)輸入信號,且系統(tǒng)的暫態(tài)和穩(wěn)態(tài)誤差都為零。其中當(dāng)速度調(diào)節(jié)器采用PI控制時,在位置環(huán)的截止頻率遠(yuǎn)小于速度環(huán)的截止頻率時,速度環(huán)可等效為一個慣性環(huán)節(jié),電機可等效為一個積分環(huán)節(jié),于是Fpos(s)可以看成加速度前饋和速度前饋兩部分[5],其中:位置前饋中加速度項差分方程:
![]()
式中R(k)為第K個采樣周期中的位置給定信號;Yaf為第K個采樣周期中加速度信號的輸出,Kaf為加速度前饋比例系數(shù)。
位置前饋中速度項差分方程:

式中R(k)為第K個采樣周期中的位置給定信號;Yaf為第K個采樣周期中速度信號的輸出,Ksf為速度前饋比例系數(shù)。
相應(yīng)的位置環(huán)P的差分方程:
![]()
式中R(k)為第K個采樣周期中的位置給定信號;C(k)為第K個采樣周期中的位置反饋信號,Ye為第K個采樣周期中位置環(huán)信號的輸出,Kc為位置環(huán)比例系數(shù)。
式編碼器通信程序
編碼器光碼盤上有許多道刻線,每道刻線依次以2線、4線、8線、16線……編排,這樣,在編碼器的每一個位置,通過讀取每道刻線的通、暗,獲得一組從2的零次方到2的n-1次方的的2進(jìn)制編碼(格雷碼),這就稱為n位編碼器。這樣的編碼器是由碼盤的機械位置決定的,它不受停電、干擾的影響。編碼器由機械位置決定的每個位置的性,它無需記憶,無需找參考點,而且不用一直計數(shù),什么時候需要知道位置,什么時候就去讀取它的位置。這樣,編碼器的抗干擾特性、數(shù)據(jù)的可靠性大大提高了。
式編碼器與DSP的接口采用CPLD作為接口芯片。CPLD的程序采用VHDL語言編寫,程序結(jié)構(gòu)如圖4所示。此電路完成串行輸入數(shù)據(jù)到并行輸出數(shù)據(jù)的轉(zhuǎn)換,以及并行輸入數(shù)據(jù)到串行輸出數(shù)據(jù)的轉(zhuǎn)換。

圖4中,模塊DIV為時鐘分頻器,TX模塊接收來自微處理器接口模塊MP的8位并行數(shù)據(jù),并通過端口DOUT將數(shù)據(jù)串行輸出到RS-485端口。反過來,RX模塊接收串行數(shù)據(jù)輸入,并以8位并行格式發(fā)送至MP模塊,MP模塊同時將接收到的位置信號轉(zhuǎn)成脈沖形式輸出,實現(xiàn)與CNC的連接。
實驗結(jié)果分析
本設(shè)計,應(yīng)用虛擬儀器技術(shù)設(shè)計出實驗測試平臺,記錄實驗測試結(jié)果。虛擬測試平臺配置如下:軟件NI LabVIEW 8.0,硬件NI M系列多功能數(shù)據(jù)采集卡PCI-6251,16、NI 計數(shù)器/定時器PCI-6602。
圖5給出了加工過程中的速度波形。圖5表明,系統(tǒng)的加、減速時間小于200ms;無位置超調(diào);穩(wěn)定時,速度波動小于0.1轉(zhuǎn)。速度頻率響應(yīng):大于300Hz;速度波動率:小于±0.01%(負(fù)載0~100%)、0(電源±10%);調(diào)速范圍:0.1rpm~3000rpm;回轉(zhuǎn)定位:1個脈沖。

圖6給出了驅(qū)動器配國產(chǎn)某品牌加工中心的機械加工結(jié)果。實驗測試數(shù)據(jù):上表面表面粗糙度Ra1.6μm;側(cè)面(即測量面)的粗糙度Ra3.2μm。

結(jié)語
針對數(shù)控機床進(jìn)給控制,采用磁場定向控制與前饋補償控制,以 TMS320F2812DSP 控制器、IPM功率模塊、TS5667N120 17位式編碼器為主要功能部件,設(shè)計出的永磁同步電機伺服驅(qū)動控制器,在數(shù)控加工中心的應(yīng)用中,具有定位無超調(diào)、高剛性、高速度穩(wěn)定性,達(dá)到了設(shè)計指標(biāo),可以滿足微米級加工的要求。
版權(quán)與免責(zé)聲明
凡本網(wǎng)注明“出處:維庫電子市場網(wǎng)”的所有作品,版權(quán)均屬于維庫電子市場網(wǎng),轉(zhuǎn)載請必須注明維庫電子市場網(wǎng),http://hbjingang.com,違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
本網(wǎng)轉(zhuǎn)載并注明自其它出處的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品出處,并自負(fù)版權(quán)等法律責(zé)任。
如涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
- 掌握 DSP:原理剖析與應(yīng)用實踐2025/5/8 14:03:24
- 模糊邏輯在 DSP 上實時執(zhí)行2023/7/25 17:13:30
- 多速率DSP及其在數(shù)模轉(zhuǎn)換中的應(yīng)用2023/6/12 15:28:52
- 使用 DSP 加速 CORDIC 算法2023/3/29 15:46:30
- 高速DSP系統(tǒng)的信號完整性2022/9/26 16:45:38



